
Сварка в твердом состоянии
При сближении двух абсолютно гладких и чистых металлических поверхностей (такие поверхности называются ювенильными) находящиеся на них электроны становятся общими Для обеих поверхностей — «коллективизированными»; они притягивают положительные ионы как одной, так и другой поверхности, что приводит к взаимодействию и прочному соединению контактирующих поверхностей в единую монолитную заготовку.
В реальных условиях поверхности металлических заготовок не являются ювенильными, они покрыты оксидами, масляными и газообразными пленками и имеют определенную степень шероховатости и волнистости.
Поэтому соединение металлов при сварке в твердой фазе проходит три этапа:
-
1) сближение свариваемых поверхностей (происходит деформация и частичное удаление микрошероховатостей и волнисто-стей); сварка осуществляется на расстояниях = 5- 10—8 см;
-
2) возникновение металлического контакта (увеличивается площадь металлического контакта свариваемых поверхностей, что сопровождается возникновением на них общих кристаллов; при этом разрушаются хрупкие оксидные пленки, а жидкие и газовые пленки вытесняются и частично диффундируют в глубь металла); в контакте двух образовавшихся ювенильных поверхностей за счет межатомных сил притяжения возникает металлическая связь;
-
3) создание прочного сварочного соединения (этот этап продолжителен и характеризуется диффузией частиц, образующих шов).
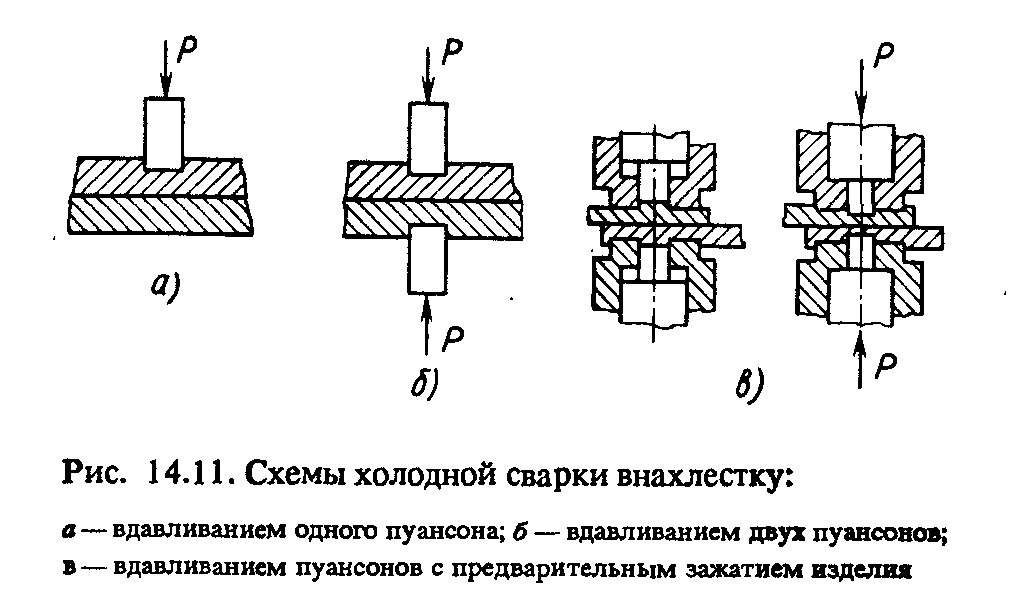
Основу холодной сварки металлов составляют пластические деформации материалов, происходящие при давлении, превышающем их предел текучести (рис. 14.11). Основной параметр холодной сварки определяется степенью деформации металла в месте соединения, которая зависит от свойств металла, его толщины, типа соединения и способов подготовки поверхностей. Применение твердых материалов или покрытие мягких металлов (например, меди) пленками твердых металлов (никелем), а также тщательная очистка поверхности позволяют получить прочный шов при малой деформации свариваемых деталей. Холодная сварка применяется, в частности, для герметизации металлических приборов после их вакуумной обработки. Металлический стержень (например, медный) пережимается щипцами, имеющими губки прямоугольной формы с закругленными углами. При определенных усилиях сжатия (для меди — 0,9 ГПа, для алюминия — 0,3 ГПа, для стали — 1,8 ГПа) происходит взаимная диффузия металла стенок с исчезновением границы раздела и образованием сплошной, единой кристаллической структуры.
Прочность соединения зависит от пластической деформации в месте холодной сварки и обычно выше прочности основного металла — это объясняется тем, что в местах соединения металл упрочняется вследствие наклепа и образования волокнистой структуры. Холодную сварку можно осуществлять также путем сдавливания соединяемых деталей с одновременным их тангенциальным относительным смещением. Этот способ получил название сварки сдвигом. При сварке сдвигом соединение деталей происходит при меньших деформациях, чем при других способах холодной сварки. Это объясняется тем, что ‘тангенциальная сила уменьшает сопротивление металла пластическим деформациям и способствует удалению оксидных пленок и загрязнений и обеспечивает большую площадь контакта свариваемых поверхностей. Диффузионная сварка производится в вакууме, восстановительной или защитной среде — сжимающие усилия прикладываются к месту сварки, нагретому до определенной температуры.
Нагрев деталей (обычно с помощью токов высокой частоты) позволяет снизить механическую нагрузку, необходимую для деформации и удаления микронеровностей, органических и неорганических загрязнений, а также повышает скорость взаимной диффузии: температура нагрева должна быть значительно ниже температуры плавления свариваемых деталей (порядка 0,5 от температуры плавления более легкоплавкого из металлов).
Вакуум или защитная среда способствует активизации соединяемых поверхностей, удалению адсорбированных слоев и разрушению оксидных пленок.
Сжимающие усилия создают условия для физического контакта, необходимого для взаимной диффузии металлов и образования прочного соединения. При диффузионной сварке характеристики сварных соединений (прочность, пластичность, термостойкость, электропроводность) не отличаются от характеристик соединяемых материалов. Диффузионная сварка позволяет соединять разнообразные материалы (например, сталь с алюминием, металлы с керамикой, стеклами, керметами при любых соотношениях их толщины).
Диффузионная сварка обеспечивает высокую размерную точность деталей и сборочных единиц, соединенных по плоской, конической, сферической и сложной рельефной поверхностям.