
Изготовление ножек электровакуумных приборов
Ножкой называется конструктивный элемент, через который существляется электрическая связь внутренних электродов прибора с элементами внешней электрической схемы. Плоская ножка (рис. 23.1) представляет собой стеклянную тарелочку 3, в которую 8паяны металлические вводы 1 и штенгель 4.
Преимущества плоских ножек: малая длина металлических Вводов, что снижает их индуктивность и позволяет использовать для изготовления высокочастотных приборов; большое Расстояние между соседними вводами, что улучшает изоляцию, Повышает пробивное напряжение, снижает межэлектродные еМкости (это позволяет изготовлять многоштырьковые ножки); высокая прочность крепления внут. ренней арматуры на широко расставленных вводах-держателях.
Заготовками для штамповки плоских ножек являются Металлические вводы, стеклянные бусы или кольца и стеклянный штенгель. Стеклянные заготовки изготовляют из стекол С93-1, С52-1, С40-1 или С48-2, выбор которых обусловлен их высоким электрическим сопротивлением при рабочих температурах прибора (большим значением ТК-100), хорошей термостойкостью, способностью образовывать вакуумноплотные спаи с металлами.
Металлические вводы для впаев в стекла платинитовой группы (например, в С93-1) изготовляют из платинита, феррохрома или сплава
Н47ХР; для спаев в стекла молибденовой группы (например, в С52-1 и С48-2)—из ковара или молибдена. На металлах, вплавленных в стекло, не должно быть продольных рисок, расслоя, выбоин, сетки трещин, а также других внутренних и наружных дефектов, контролируемых при увеличении примерно в 20—30 раз. Иногда поверхностные дефекты определяют только после стравливания небольшого (20—30 мкм) слоя металла, например после травления ковара в 50 %-ном растворе азотной кислоты.
Заготовки перед штамповкой подвергают химической и термической обработке. Например, коваровые вводы обрабатываются по следующей схеме: обезжиривание — травление — черновое окисление (при Т = 600 700°С) — травление в смеси кислот — отжиг во влажном водороде (при Тросы = 20°С) — окисление на воздухе (при Т 800°С) — впаивание вводов в стекло.
Черновое окисление с последующим травлением придает поверхности вводов повышенную шероховатость, что увеличивает поверхность контакта между стеклом и металлом, повышает прочность и плотность спая.
Отжиг во влажном водороде и окислительный отжиг служит для: создания на поверхности металла тонкой пассивирую611 оксидной пленки; выжигания и удаления следов углерода органических загрязнений, способных привести к появлени0 «пузырей» в спае и к нарушению его герметичности; повышен010 пластичности металла вводов, что улучшает вакуумную плотвос6 и термохимические характеристики спая.

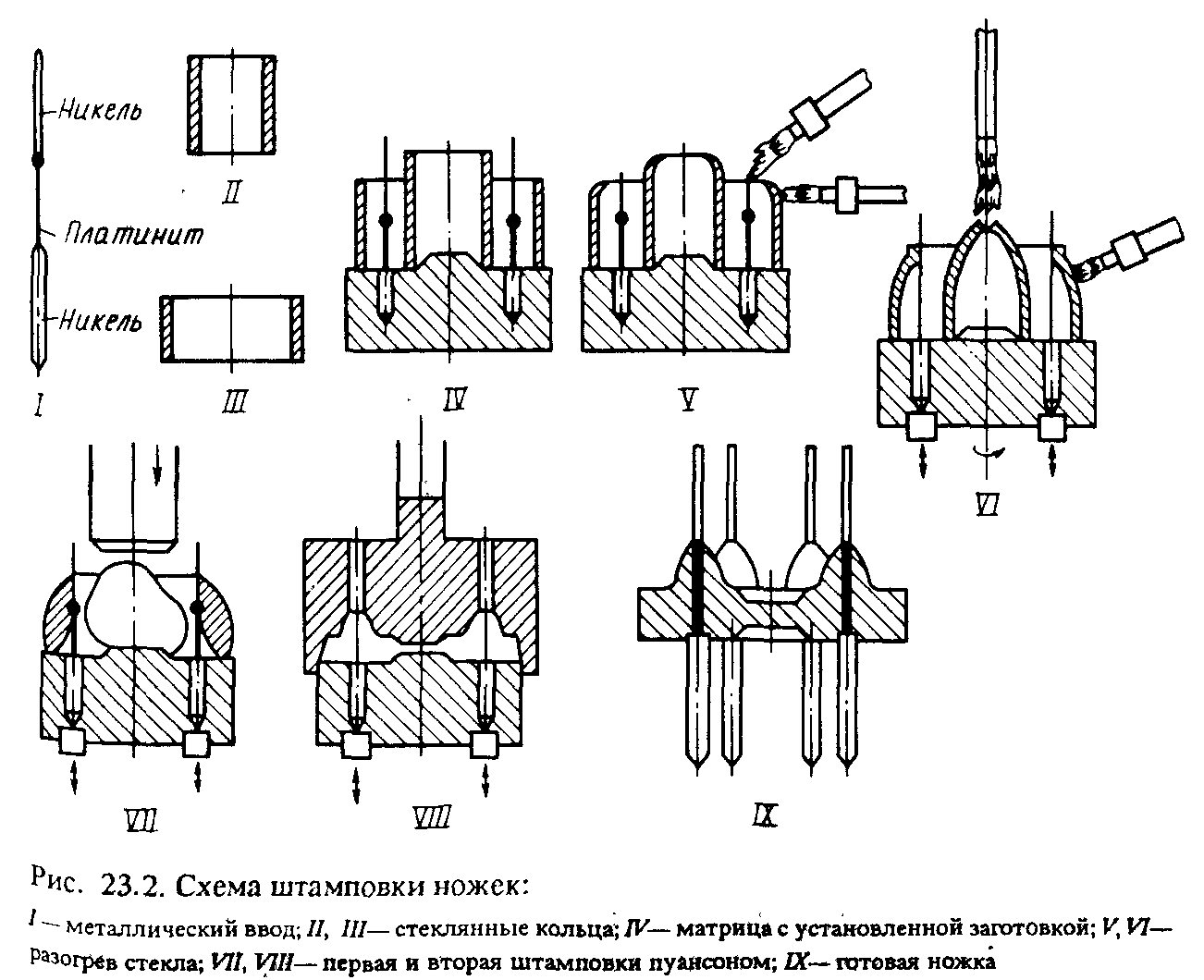
Плоские ножки изготовляют на стационарных прессах или полуавтоматических многопозиционных карусельных машинах. Во всех случаях заготовки загружают в матрицу пресс-формы (рис. 23.2)- Стекло (кольца или бусы) нагревается пламенем горелки до пластического состояния, затем его штампуют в закрытой пресс-форме, нижним формующим инструментом которой является матрица, а верхним — пуансон (при этом пуансон и матрица Синхронно вращаются вокруг своей оси).
Стеклянное кольцо перед штамповкой прогревается одновременно с двух (наружной и внутренней) сторон. Для нагрева внутренней стороны кольца пламя одной из горелок направляется на кольцо сверху (позиция V— VI на рис. 23.2).
В случае нагрева только с наружной стороны в поверхностном слое стекла, обращенном к пламени, образуются напряжения растяжения; при нагреве кольца с двух сторон напряжения растяжения сдвигаются внутрь, в толщу стекла. Как известно, напряжения растяжения в поверхностном слое стекла более опасны, чем в толще стекла,— это объясняется наличием на поверхности стекла различных дефектов вида трещин, сколов, царапин.
Внешний нагрев стеклянных колец до температуры трансформации стекла (которую легко визуально определить По красному калению стекла) должен быть по возможности медлен-ным, иначе происходит их растрескивание под действием временных термических напряжений. Дальнейший нагрев может производиться практически с любой скоростью. При неправильной настройке огней (как по температуре, так и по геометрии) происходит перегрев и пережог металлических выводов (особенно с внутренней стороны, где вводы не экранированы стеклянным кольцом и огни непосредственно касаются металлических вводов). Это приводит к значительному увеличению толщины пленки на металле и нарушению герметичности спая, а также к пережогу металла. Поэтому в последнее время находит применение метод штамповки с использованием концентрических колец разной высоты, между которыми располагаются электроды. В этом случае вся поверхность электродов предохраняется от воздействия открытого пламени горелок и пережога.
При использовании широких стеклянных колец часто наблюдается треск, если огни горелок прогревают только середину кольца, а крайние и торцевые участки кольца остаются более холодными. При этом в двух разделенных огнем половинках кольца возникают напряжения растяжения, особенно опасные на краях и торцах кольца, где практически всегда имеются царапины и посечки, снижающие прочность. Непосредственно в процессе штамповки пуансоном ножка не разогревается огнями и соответственно постепенно охлаждается, поэтому продолжительность штамповки должна быть оптимальной.
При большой длительности штамповки происходит неравномерное охлаждение тарелочки ножки и образование временных тангенциальных напряжений, которые приводят к появлению трещин, проходящих снаружи вглубь (внутрь) стекла.
При малой длительности штамповки на поверхности тарелочки ножки, особенно на ее краях, появляется множество мелких трещин — поверхностные слои стекла, непосредственно соприкасающиеся с металлом пресс-формы, практически мгновенно охлаждаются до температуры пресс-формы и сильно сжимаются, что приводит к их растрескиванию.
Для предотвращения поверхностного растрескивания ноже температуру пресс-формы (матрицы и пуансона) необходимо увеличить до 300—340°С и поддерживать в этом интервале.