
Особенности термической обработки в среде водорода
Неметаллы, введенные в сплав, влияют на температуру отжига так же, как и металлы. Например, легкоплавкий фосфор не влияет на температуру отжига оловянных бронз; кремний более тугоплавкий, чем медь, повышает температуру отжига бронз.
Чем ниже температура точки росы тем более сухим является водород. Если водород пропустить через цеолитовую ловушку, то содержание углеводородов снижается в два раза, а точка росы уменьшается до —70°С. При отжиге для удаления оксидов применяют водород с точкой росы не выше —50°С.
Детали из никеля, железа, меди и других металлов после водородного отжига следует охлаждать как можно медленнее. При быстром охлаждении этих материалов в них остается большое количество водорода, что приводит к появлению усалочны напряжений, снижению формоустойчивости деталей, повышенному газовыделению в приборе и разрушению структуры поверхности деталей.
Ряд металлов, сплавов и покрытий вообще нельзя отжигать в водороде.
Некоторые металлы, например титан, торий, тантал, ниобий, палладий, цирконий, молибденовая жесть, вступают в химическое взаимодействие с водородом с образованием гидридов металла — Это приводит к увеличению хрупкости, появлению трещин, поверхностных пузырей, вздутий и других дефектов.
Электролитическая медь при отжиге в водороде подвергается так называемой водородной болезни — она содержит в виде закиси меди некоторое количество кислорода, который при реакции с водородом образует пары воды. При высокой температуре отжига водяные пары создают в толще меди огромное давление, разрушают поверхностные слои, вызывая появление на них мельчайших пузырьков и трещин, — медь становится хрупкой и вакуумно-неплотной.
Сплавы, содержащие хром, ванадий, марганец (например, нихром, нержавеющая сталь, магнитные сплавы), плохо очищаются от оксидов даже при точке росы водорода ниже —60°С (например, нихром даже при самом незначительном содержании кислорода и паров воды в водороде заметно окисляется).
Оксиды алюминия, магния, бериллия вообще не восстанавливаются в водороде.
При отжиге в водороде сплавов происходит переток кислорода ст металлов, имеющих малое сродство с кислородом, к металлам, имеющим большое сродство к кислороду. Поэтому не рекомендуется отжиг в водороде никелевых кернов катодов с активирующими активными присадками: кислород с никеля переходит на активирующие присадки типа Mg, Al, Si и окисляет их, что снижает эмиссионную способность и долговечность катодов. По этой же причине нельзя одновременно в одной водородной печи отжигать разные металлы.
У ряда металлов растворимость водорода увеличивается по мере повышения температуры (например, Ni, Fe, Со, Сг, Си, g, Mo, W, Pt). У некоторых металлов растворимость водорода уменьшается при повышении температуры (например, Ti, Zr, La, V, Th, Ta, Pd), и он выделяется в объем прибора.
Отжиг происходит и в среде влажного водорода. Увлажненный водород обычно имеет точку росы порядка 15 — 25°С (это соответствует содержанию водяных паров в водороде порядка 20 с/см3). Увлажнение водорода производится путем его предварительного пропускания через дистиллированную воду, нагретую до 4О…8О°С. При отжиге во влажном водороде происходят те же физико-химические процессы (удаление вакансий, рекристаллизация), что и при отжиге в любой среде, и дополнительно протекают окислительно-восстановительные процессы на поверхности и в толще металла.
Пары воды, содержащиеся во влажном водороде, диссоциируют на кислород и водород: 2Н2О = 2Нг + Оз. Образующийся кислород выполняет следующие функции.
-
1. Кислород образует тонкую пассивирующую оксидную пленку на поверхности металлических деталей, предназначенных для изготовления металлостеклянных спаев. Эта пленка обеспечивает вакуумную плотность спаев.
Параллельно с процессом окисления металла кислородом происходит процесс восстановления оксидной пленки водородом — это предотвращает превращение тонкой плотной пассивирующей оксидной пленки низшей валентности (улучшающей качество спая) в толстую, пористую оксидную пленку высшей валентности (ухудшающую качество спая и электрические и вакуумные свойства металла).
-
2. Кислород способствует окислению, сжиганию и удалению органических загрязнений, находящихся на деталях, — это снижает газовыделение деталей в готовом приборе, предотвращает появление «газовых пузырей» и нарушение вакуумной плотности спаев.
-
3. Кислород способствует удалению углерода из толщи и поверхности деталей: С + Ог — СО2; 2С + Ог — 2СО — это предотвращает образование карбидов, ухудшающих механические характеристики деталей.
-
4. Влажный водород обеспечивает лучшую спекаемость и более высокую прочность покрытий по сравнению с другими газовыми средами (например, значительно улучшает прочность сцепления алундового покрытия с керном подогревателя).
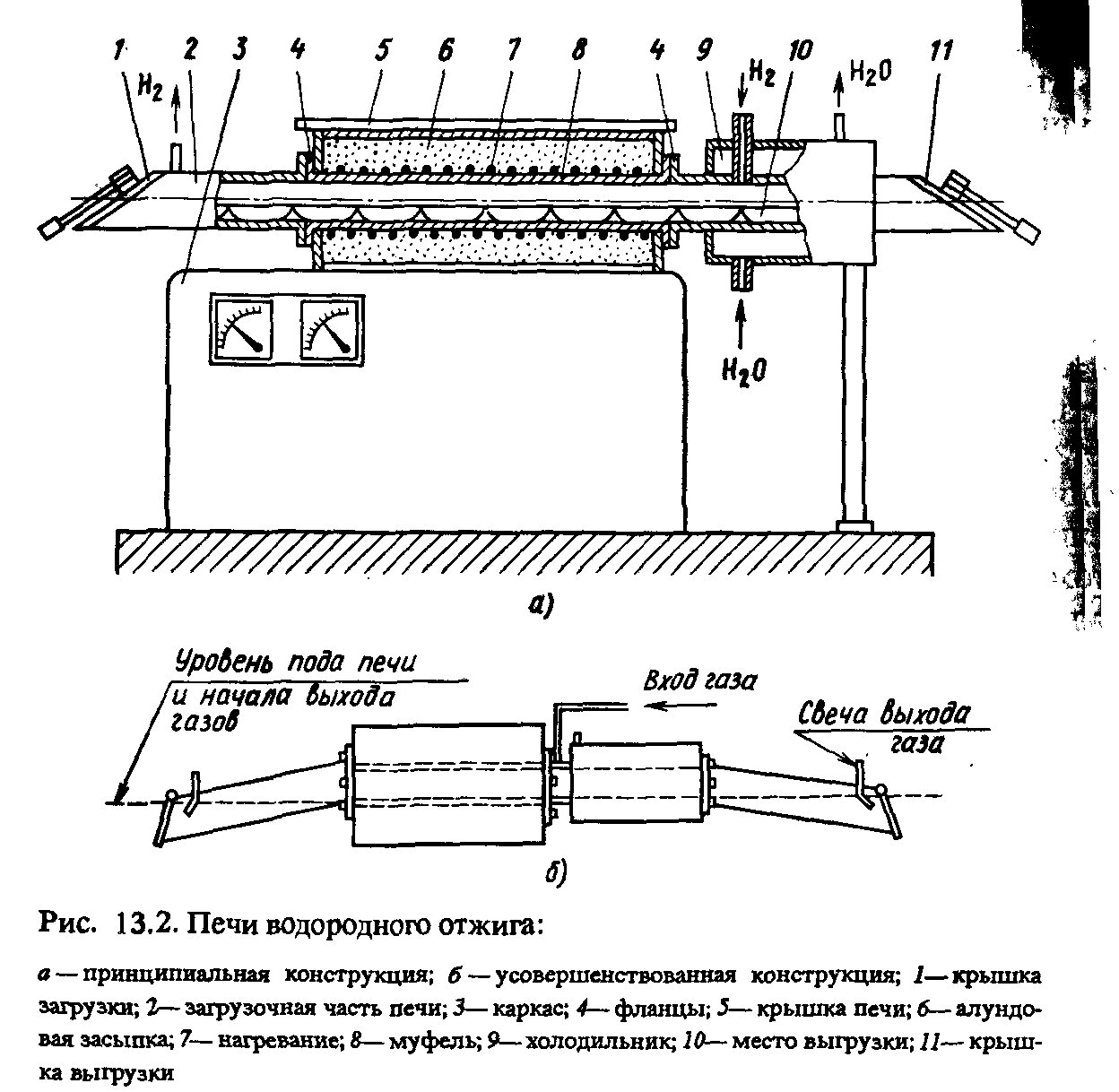
Для термической обработки в среде сухого-и влажного водорода обычно используют печи непрерывного действия (рис. 13.2). Печь состоит из зоны предварительного нагрева, основной высокотемпературной зоны (керамического муфеля) и зоны охлаждения.
Водород подается в печь (внутрь алундового муфеля и на обмотку нагревательного элемента) противотоком движению лодочек с отжигаемыми деталями. Метод противотока улучшает качество отжига, так как детали по мере очистки соприкасаются со все более чистыми порциями водорода.
В водородных печах имеют место все виды теплопередачи — излучение, конвекция и теплопроводность. Отверстие для подачи водорода расположено сверху, а для выпуска — снизу. Это позволяет водороду, находящемуся под избыточным давлением по сравнению с атмосферным воздухом, быстро и надежно заполнять объем муфеля и корпуса, вытеснять другие газы и предотвращать попадание воздуха в рабочую зону печи.
Водород при определенных соотношениях с воздухом образует взрывоопасную смесь, называемую гремучим газом, которая взрывается под действием искры или при температуре 500°С. Нижний предел содержания водорода в гремучем газе 9,45%, а верхний — 66,4%.
В качестве нейтральной среды при отжиге применяют инертные газы, например аргон (в случае, когда вакуумный отжиг Преимущества отжига в вакууме: отсутствие взаимодействия нагреваемых деталей с внешней газовой средой (это исключает возможность науглероживания, азотизации и наводороживания деталей и тем самым позволяет отжигать в вакууме любые металлы и сплавы без опасности ухудшения их физико-механических свойств); закрытие мелких пор в металле, обусловленное спеканием металла в вакууме; малое газовыделение отожженных деталей в объем готовых приборов (например, водород является «ядом» для фотоэлектронных катодов); возможность нагрева деталей индукционными токами и электронной бомбардировкой.
Недостатком вакуумного отжига является малый срок хранения отожженных деталей (ввиду постепенного заполнения пор в металле загрязненным атмосферным воздухом).