Основные характеристики плазменного факела
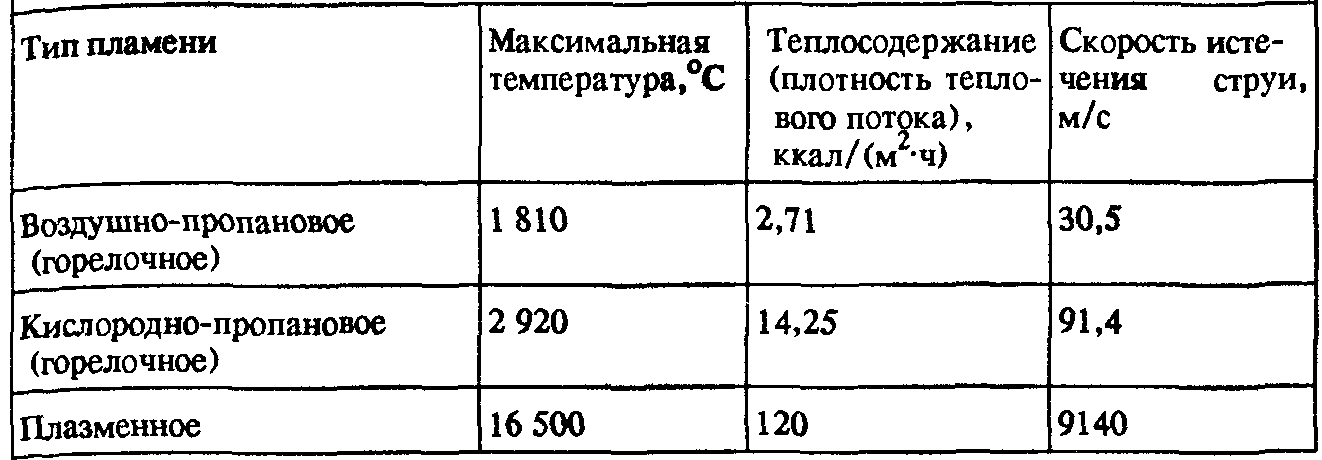
Основными параметрами плазменного факела являются состав и температура, скорость истечения, давление на выходе, теплосодержание и плотность энергии газов (табл. 5.1).
От химического пламени обычных газовых горелок плазменный факел отличается возможностью регулирования его химического состава и отсутствием воспламеняющихся газов.
Для получения плазмы в плазмотронах используют плазмообразующую среду: она может быть одно- и многокомпонентной. Подбором состава многокомпонентной среды можно получить любую атмосферу: окислительную, восстановительную или нейтральную. Одним из наиболее важных тепловых параметров плазмы является ее энтальпия, т. е. количество теплоты, содержащееся в единице ее объема или массы.
В плазмотронах рационально использовать высокоэнтальпийные молекулярные плазмообразующие газы— они при меньших температурах обладают большей тепловой эффективностью.
Энтальпия двухатомных газов за счет энергии, пошедшей на диссоциацию молекул, превышает энтальпию одноатомных газов (например, при Т = 8103оС энтальпия азота N2 почти в 5 раз больше, чем энтальпия аргона Аг).
Азот часто применяется в качестве однокомпонентной плазмообразующей среды, при высоких температурах он имеет высокую теплопроводность и теплоемкость. По этой причине в атмосфере азота электрический разряд обеспечивает эффективное преобразование электрической энергии в тепловую.
Аргон имеет низкое значение энтальпии, что делает его малопригодным для использования в качестве однокомпонентной плазмообразующей среды.
Гелий имеет более высокие энергетические характеристики, чем аргон, однако вследствие дефицитности и высокой стоимости применение его в плазменных установках ограничено.
Водород — самый высокоэнтальпийный плазмообразующий газ. Напряженность электрического поля в водородной дуге в несколько раз выше, чем в аргоновой. Теплопроводность водорода Схема плазменной установки сварки показана на рис. 5.6. В состав установки (рис. 5.6, а) входят: источник питания 1, представляющий собой трехфазный двухполупериодный выпрямитель с регулируемым значением сварочного тока; высокочастотный генератор 2 — осциллятор, служащий для возбуждения неподвижной дежурной дуги между внутренним сварочным соплом и неплавящимся вольфрамовым электродом 3 в потоке аргона 4. Ток дежурной дуги ограничивается сопротивлением 7, а емкость С служит для облегчения пробоя межэлектродного промежутка напряжением высокой частоты. Дежурная дуга, представляющая собой несамостоятельный разряд, превращает нейтральный газ в проводник электрического тока, что способствует зажиганию основой подвижной сварочной дуги между электродом и обрабатываемой деталью (без их соприкосновения). Для начала процесса сварки необходим контакт свариваемого изделия 7 со светящейся частью струи плазмы. Столб сварочной дуги имеет возможность перемещаться по поверхности сварочной ванны.
Таблица 5.1