
Гибкие автоматизированные производства
Гибкие автоматизированные производства (ГАП) — наиболее совершенная форма организации производства, охватывающая все компоненты производственного процесса: от автоматизированного проектирования до автоматизированных испытаний готовой продукции.
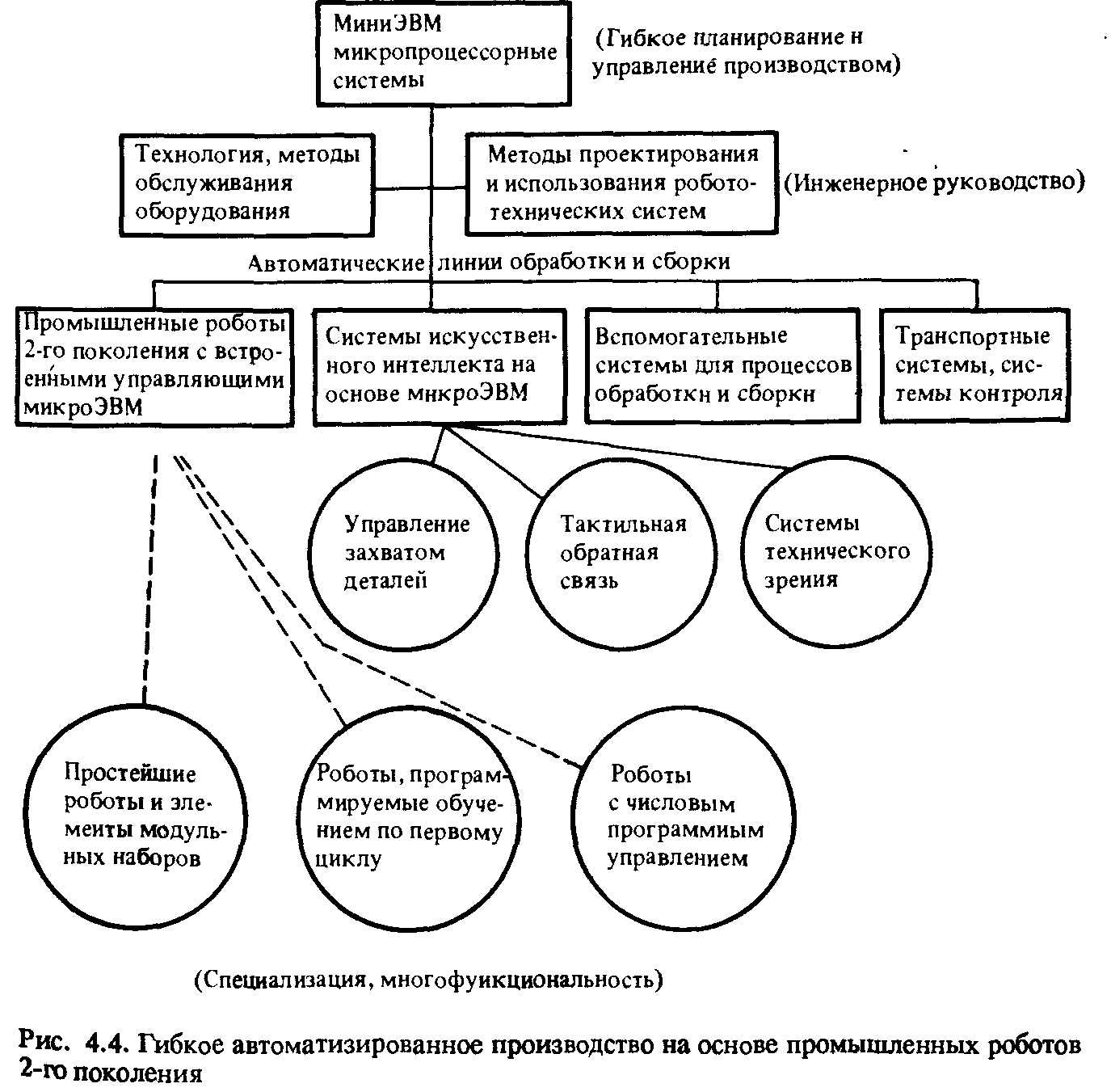
ГАП создаются путем интеграции в одном производственном процессе промышленных роботов, станочных обрабатывающих центров (обычно станков с ЧПУ), безлюдных автоматических складов и систем подачи деталей. Все эти системы функционируют под управлением и контролем сложной вычислительной техники (рис. 4.4). В идеальном случае ГАП должны выполнять всю совокупность технологических операций без участия человека — «безлюдная технология».
Этого недостатка не имеют гибкие производственные системы (см. 4.2).
Безлюдная технология подразумевает участие человека в технологическом процессе только в качестве оператора, наблюдающего за работой оборудования.
Основные достоинства гибких производств — экономия на переналадке, сокращение длительности производственного цикла, возможность расширения ассортимента изготовляемых приборов, а также частой смены сырья, инструмента, технологических процессов.
Как любой производственный процесс, ГАП содержит предмет труда (заготовки, обрабатываемые изделия), орудия труда (технологическое оборудование, станки), средства труда (инструмент, реактивы).
Эти компоненты производства объединяет технологический процесс, предусматривающий последовательность режимов обработки, контроль текущих и конечных параметров производственного цикла и готовых изделий.
Гибкость предметов труда (обрабатываемых изделий или заготовок) зависит от технологичности их конструкции с точки зрения возможности автоматизации производства.
Признаками технологичности являются, например, минимальное число деталей в объектах автоматической сборки; наличие в обрабатываемых изделиях специальных конструктивных признаков и свойств, обеспечивающих их автоматическое распознавание, ориентацию и позиционирование; высокая степень конструктивного и технологического подобия. Высокие показатели технологичности конструкции могут быть достигнуты только при автоматизированном конструировании и проектировании, основанном на применении средств вычислительной техники (САПР). Применение САПР создает предпосылки для последующей автоматизации всех этапов производственного процесса, обеспечивает сокращение времени проектирования, возможность оптимизации конструкций и технологических процессов.
Гибкость средств труда (инструмента, оснастки, приспособлений) обеспечивается их унификацией, пригодностью для автоматической установки, переналадки и замены.
Гибкость орудий труда достигается применением гибких производственных модулей (см. с. 54).
В настоящее время обязательным компонентом гибких автоматизированных производств (ГАП) наряду с гибкими производственными модулями (ГПМ) является комплекс систем автоматизированного управления производством (например, АСУТО, АСУТП, АСУК и др.).
Автоматизированная система управления технологическим оборудованием (АСУТО) предназначена для управления устройствами и механизмами технологического оборудования, приема и обработки информации от датчиков технологического процесса, регулирования параметров, выполнения вычислительных операций.
Автоматизированная система управления технологическими процессами (АСУТП) на основе информации, получаемой от постов межоперационного контроля, производит корректировку параметров технологического процесса (времени операции, температуры процесса, расхода реагентов и пр.).
Важной функцией АСУТП является корректировка параметров процесса по результатам межоперационного контроля и технологических условий, а также применение алгоритмов выхода из аварийных ситуаций. Система микропроцессорного управления обычно отображает на экране дисплея наименование корректируемого параметра и рекомендуемую величину измерения.
Например, в установках магнетронного вакуумного напыления микропроцессорная система по сигналам датчиков тока и напряжения регулирует мощность магнетронов, подсчитывает энергию, затраченную на все циклы напыления, корректирует цикл напыления по заданной энергии, учитывает износ распыляемой мишени по величине суммарной энергии, затраченной на напыление, вводит коррекцию скорости напыления в зависимости от износа мишени.
Автоматизированная система управления качеством (АСУК) действует в непосредственной связи с системами управления технологическими процессами (АСУТП). Качество выпускаемых изделий формируется в процессе производства, но уже закладывается на ранней стадии разработки новых изделий и проявляется на стадии эксплуатации. Обобщенная система обеспечения, контроля и управления качеством является системой с обратными связями.
Помимо непосредственного контроля качества к задачам АСУК относятся планирование предупредительного ремонта оборудования, учет результатов входного контроля материалов, полуфабрикатов и комплектующих изделий, технологических потерь и отказов изделий в производстве и т. д. В конечном итоге существующий контроль качества готового изделия должен быть заменен на контроль процесса производства. В этом случае должен тщательно осуществляться входной контроль всех материалов и комплектующих полуфабрикатов, но главное — тщательно контролируется состояние средств производства, прогнозируются отказы оборудования, которые могут привести к браку.
Различают тактическую и организационно-структурную.: (стратегическую) гибкость системы.
Под тактической гибкостью производственной системы подразумевают способность производства приспосабливаться к изменениям номенклатуры и ассортимента изготовляемых изделий. Степень тактической гибкости системы определяется количеством наименований изделий, которые могут на ней обрабатываться.
Под организационно-структурной гибкостью подразумевается способность приспосабливаться к различным производственным ситуациям.
Приведем примеры производственных ситуаций, при которых должна проявляться организационно-структурная гибкость: изменение по каким-либо причинам количества необходимых потребителям приборов, недостаток требуемых заготовок, необходимого инструмента; выход из строя тех или иных компонентов производства и пр.
Организационно-структурная гибкость характеризует также способность системы к технологической эволюции: возможность без прекращения выпуска изделий обеспечивать проведение поэтапной реконструкции и модернизации производства, опробование новой технологии и нового оборудования в процессе серийной эксплуатации.