
Технология изготовления анодов
Аноды служат для приема и собирания электронов, вылетающих с катода, либо для ускорения или фокусировки электронного истока.
Аноды могут иметь цилиндрическую, плоскую, овальную другую геометрическую форму. В крупных ЭВП, например в мощных генераторных лампах, аноды служат частью оболочки лампы (рис. 21.1). На аноде выделяется значительное количество энергии, характеризуемое рассеиваемой мощностью,— это может вызвать перегрев материала анода сверх допустимой температуру Перегрев анода может привести к деформации и искажению его конструкции; изменению расстояния между электродами и соот-ветственно изменению параметров прибора; распылению материала анода с образованием электропроводящих мостиков и возникновением пробоев, утечек и «паразитной эмиссии», увеличению давления насыщенных паров материала анода и ухудшению вакуума в приборе; «отравлению» катода и т. д. Поэтому необходимо обеспечить охлаждение анодов.
По роду охлаждения аноды подразделяются на две основные группы: с естественным и искусственным охлаждением.
В анодах с естественным охлаждением рассеивание выделяемой мощности осуществляется за счет повышенного теплоизлучения и частично за счет теплопередачи через крепежные детали приборов. В этих конструкциях для повышения теплоизлучения увеличивают эффективную поверхность анодов (путем применения анодов с ребрами жесткости, матирования поверхности и придания ей повышенной шероховатости) или наносят на аноды специальные чернящие покрытия (на основе мелкоизмельченного графита, карбидов металлов, порошков титана й циркония, черного хромирования), обладающие высоким коэффициентом излучения.
Цирконирование и титанирование анодов позволяют придать им газопоглощающие свойства.
В анодах с искусственным охлаждением охлаждение осуществляется путем передачи теплоты потоку жидкости или охлажденного воздуха. Материалы для изготовления анодов должны отвечать следующим требованиям: хорошо свариваться, а также сочетать достаточную прочность с высокой пластичностью (это позволяет изготовлять аноды сложной формы); сохранять формоустойчивость при длительном воздействии термических нагрузок; хорошо обезгаживаться при вакуумной обработке приборов (т. е. обеспечивать высокий коэффициент диффузии газов и паров), иметь низкое давление насыщенных паров и малую скорость испарения при повышенных температурах; быть устойчивыми к электронной и ионной бомбардировке; не содержать агрессивных и активных компонентов, способных выделяться в объем прибора или отравлять катод при эксплуатации прибора; обладать высоким интегральным коэффициентом излучения поверхности.
Для анодов с естественным охлаждением обычно применяют никель, молибден, титан, тантал, тантало-ниобиевые сплавы, графит и плакированные материалы (алюминий-железо, алюминий-никель, алюминий-железо-никель, алюминий-железо-алюминий). Алюминированные плакированные би- и триметаллы Получают путем плакирования листов стали, железа или никеля Тонким слоем алюминия. При прокатке в вакууме или водороде образуется тонкая поверхностная пленка сплава, обладающая Высоким коэффициентом излучения и газопоглощающими свойствами.
Недостатки плакированных материалов: возможность отслаивания плакирующего слоя от основного металла и трудность оварки с другими металлами. При отслаивании плакирующего слоя обнажаются участки чистого железа, которое характеризуется Постоянным и интенсивным газовыделением.
Материалы для анода с искусственным охлаждением должны обладать также высокой теплопроводностью и полной газонепроницаемостью, поэтому обычно применяются медь или алюминий. Эти аноды должны иметь очень малый разброс в толщине стенок через которые происходит передача теплоты. Аноды обычц0 изготовляют методами холодной штамповки (в том числе объемной штамповкой, ударным выдавливанием, штамповкой с гидро, пластичной матрицей, литьем под давлением, применение контурного травления, электроэрозионной обработки, а так» давильных операций, резки, сварки и т. д.
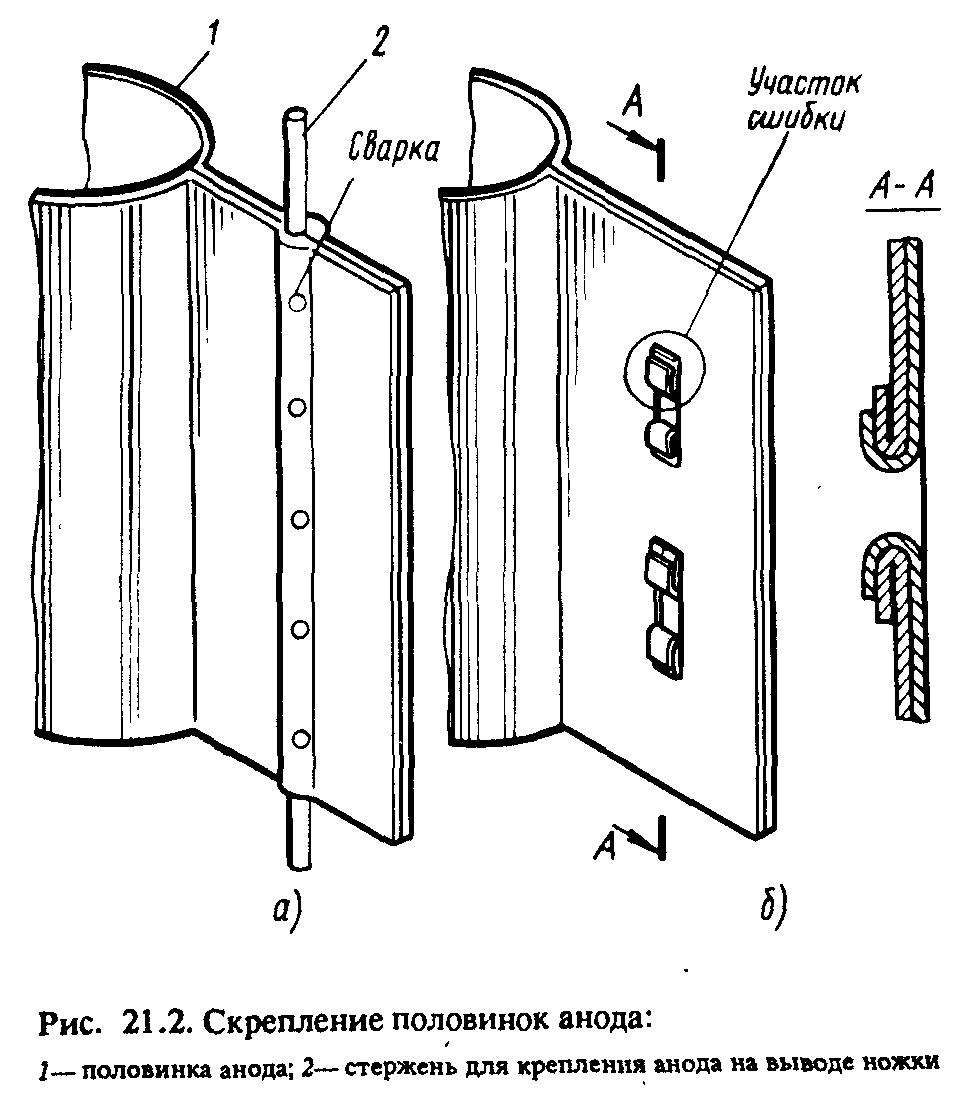
При изготовлении анодов методом штамповки применяете» листовой металл, который на роликовой машине разрезается на полосы необходимой ширины. В процессе штамповки получают целый анод (с одновременной сшивкой и формовкой) или отдельные части анода, которые в дальнейшем соединяют контактной электросваркой (рис. 21.2, а) или сшивкой (21.2, б),
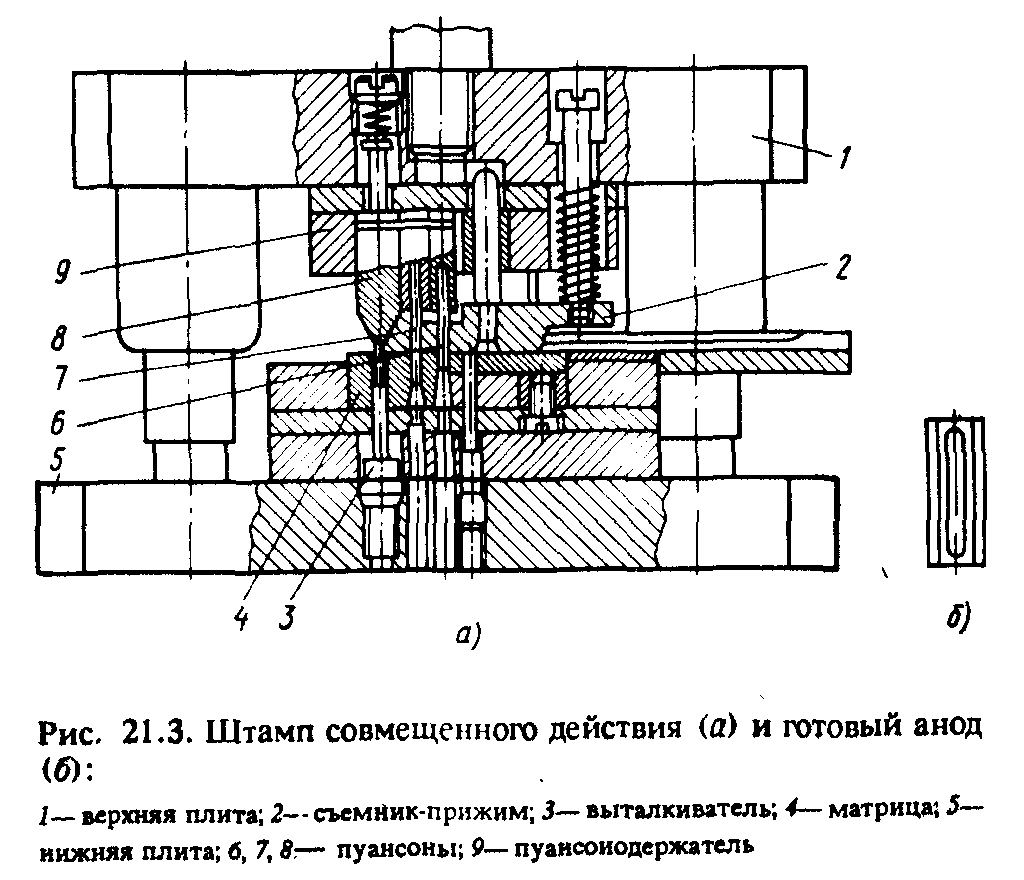
Для изготовления анодов применяются штампы совмещенного действия, выполняющие одновременно несколько операций (вырубку, гибку или вытяжку), и штампы последовательного действия. Как показано на рис. 21.3, штамп совмещенного действия имеет три пуансона б, 7, 8, крепящихся на общей верхней плите 1, и три матрицы 4, закрепленные на общей нижней плите 5. При помощи первой пары (пуансон и матрица) осуществляется вырубка — отделение заготовки анода от основного материала (полосы); при помощи второй пары — гибка заготовки и третьей пары — вытяжка, т. е. окончательное придание аноду необходимых геометрических размеров.
Штампы последовательного действия представляют собой набор различных операционных штампов, собранных в одном блоке и расположенных последовательно по ходу технологического процесса штамповки. Этот штамп производит все необходимые операции штамповки данного анода (вырубку, обрезку, гибку), но на разных рабочих позициях, с перемещением штампуемого материала с позиции на позицию после каждого удара пуансона.
На рис. 21.4 показана технологическая схема изготовления анода на штампе последовательного действия. Штамп состоит из восьми пар соединенных в одном блоке пуансонов 1 и матриц Ъ каждая из которых выполняет строго определенную операций Первая пара вырубает из полосы круглую заготовку (/), вторая пара вытягивает цилиндр (1Г), на третьей — оформляется бурт1,к (III), четвертая создает основу колпачка (IV), пятая осуществляв1 его дальнейшее вытягивание (V), шестая — его обжатие (№ седьмая придает окончательную форму детали (VII), восьмая осуществляет прокол отверстия на торце колпачка (VlM1 Автоматическая подача заготовок с позиции на позицию осуйе ствляется без отделения их от общей металлической поД0611 (валковая подача) или с отделением (грейферная подача).
Повышение износостойкости штампов достигается с помоДЬ вставных втулок из твердого сплава (твердосплавные штампы):
В СВЧ-диапазоне элементы схем и электронных приборов должны иметь конструкцию, при которой их электромагнитные поля полностью находятся внутри замкнутых металлических объемов. Иначе происходит излучение высокочастотной энергии, приводящее к увеличению потерь и возникновению нежелательных, неконтролируемых связей между элементами радиотехнических схем. Высокочастотная энергия распространяется в основном вне материала самих проводников, проводники Либо ограничивают пространство, внутри которого распространяется энергия (волноводы, коаксильные линии), либо задают направление распространения энергии (линии передачи энергии, например, замедляющие системы). К широкому классу радиоволноводов относятся самые различные устройства, вдоль которых могут распространяться электромагнитные волны: коаксиальные Кабели, волноводы в виде полых металлических труб различного п°перечного сечения (прямоугольного, круглого, П-образного, образного), объемные резонаторы, замедляющие системы и т.д.