
Особенности заварки дисплейных кинескопов
Фиксация оболочки кинескопа при заварке производится путем установки ее параболической частью конуса на опору и прижима к трем опорным штырям тремя шлифованными приливами или реперными точками экрана. Ножка вставляется штырьками в отверстия свечи, ориентированной относительно опор экрана. При этом ось втулки, центрирующей горловину (или центр системы кулачков), и ось свечи должны лежать на одной прямой, которая в свою очередь, должна проходить через центр сферы экрана й совпадать с осью вращения.
Соответственно колбы и ножки с внутренней арматурой) и предотвращает смещение и скручивание шва заварки и появление в нем сквозного отверстия.
Для заварки крупногабаритных приборов (например, цветных кинескопов) рекомендуется применять станки, в которых ножки и баллоны в процессе заварки остаются неподвижными, а вращаются горелки,— это связано с тем, что вращение крупногабаритного прибора может вызвать смещение внутренней арматуры и отдельных деталей и нарушить систему юстировки отдельных электродов.
На рис. 26.6 показаны основные геометрические погрешности которые практически имеют место после заварки ЭОС в колбу цветного кинескопа.
Идеальным является совмещение оси экранного узла, проходящей через центр сферы экрана 01, с центром электроннооптической системы 04 на уровне расположения базовых пружин и с центром Од сечения горловины на уровне заварки. В этом случае оси экранного узла и электронно-оптической системы будут совпадать.
Практически центр ЭОС не совпадает с точкой 04 и находится в точке Оз на некотором расстоянии от оси экрана, проходящей через точки Oi—О4,— это объясняется разнотолщинностью стенок горловины, различием в упругости пружин, механическими перекосами при вставлении ЭОС в колбу, несоосностью внутренней поверхности горловины, практическим несовмещением центра ножки с осью горловины конуса и др.
Положение ЭОС относительно экрана при заварке в оболочку будет определяться: расположением центра ЭОС; расположением центра свечи заварки Од.
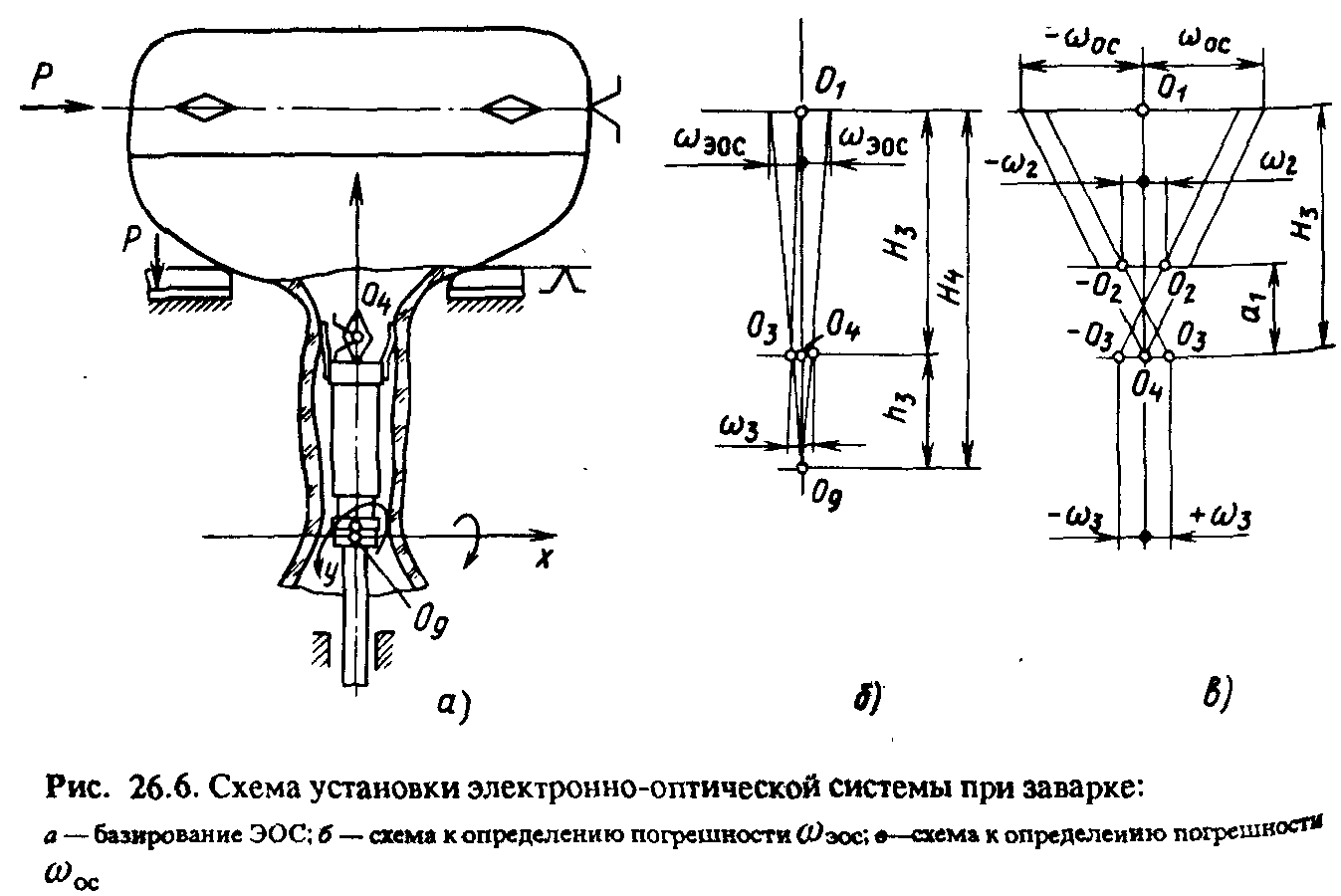
Погрешность несовпадения центра сферы экрана О1 с осью электронно-оптической системы (O3O9) будет равна
Эта погрешность вызывает попадание электронного луча на «чужую» люминофорную точку триады и приводит к нарушению чистоты цвета.
Для контроля смещения и угла разворота ЭОС современные машины заварки снабжены оптическим устройством центровки ЭОС (рис. 26.7).
Это устройство состоит из видеокамеры 3, видеоконтрольного устройства 4, блоков автоматики 5 и 6, блока привода двигателя центровки 7.
Видеокамера служит для преобразования изображения реперных отверстий, сделанных в цилиндрах ЭОС, в телевизионный сигнал. Изображение на нее поступает по гибкому оптическому волоконному световоду 2 от оптической системы 7, установленной на заварочной машине. На видеокамеру поступают также синхроимпульсы строк и кадров от синхрогенератора, расположенного в блоке автоматики. Видеокамера вырабатывает полный телевизионный сигнал, который передается в видеоконтрольное устройство — телевизор или монитор, снабженный однокаскадным усилителем — ограничителем видеосигнала.
Вышеописанное устройство центровки позволяет визуально наблюдать на экране телевизора процесс центровки ЭОС; причем изображение щели, имеющей размеры порядка 1×4 мм, увеличено примерно в 30 раз.
Следует отметить, что перед заваркой дисплейных кинескопов производится операция вихревой очистки ЭОС и колбы.
Вихревая очистка производится на установке, работа которой основана на пневмо-вихревом эффекте.
Очистка производится вихревым потоком, представляющим собой турбулентное спиральное Движение газа в рабочей камере вихревого устройства. Этот вихревой поток в г зависимости от его параметров обладает кинетическими, эжекционными и энергетическими свойствами.


При очистке создаются два потока газа (например, воздуха):
тангенциальный, который пода-ется через сопло 4 (рис. 26.8) и имеет высокую тангенциальную скорость и большую кинетическую энергию. Тангенциальный высокоскоростной поток 3 механически сбивает загрязнения с поверхности внутренней арматуры и выносит их в атмосферу или на фильтр;
осевой, который подается через штенгель 1 прибора в осевом направлении. Этот поток сдувает механические загрязнения с поверхности изделия в область восходящего потока, откуда они выносятся высокоэнергетическим тангенциальным вихревым потоком. При отсутствии осевого потока в центральной зоне вихревой трубы создается разрежение и частицы загрязнений, оторванные от загрязненной поверхности тангенциальным потоком, могут засасываться центральную зону и накапливаться в ней.
Внутренний объем камеры 2 для очистки может быть разделен на зоны: 5, в которой находится устойчивый спиральный поток газа, / переходных процессов и 6, в которой происходит осевое перемещение газового потока.