
Классификация гибких производственных систем
Основу ГАП составляют гибкие производственные системы (ГПС). Под гибкой производственной системой понимается совокупность технологического оборудования и устройств, обеспечивающих его работу в автоматическом режиме, которая способна к автоматической переналадке на выпуск изделий произвольной номенклатуры. ГПС предусматривает автоматическое управление параметрами технологических процессов по показаниям встроенных в оборудование датчиков и приборам межоперационного контроля.
Гибкость производственной системы достигается за счет: гибкости системы управления, позволяющей автоматически изменять алгоритм управления для обработки различных изделий и оптимизировать режимы и маршруты (последовательность) обработки изделий, что объясняется широким использованием и встраиванием микропроцессоров в оборудование;
асинхронности позиций — независимости работы соседних технологических позиций во времени;
независимости позиций в смысле надежности — отказ одной позиции не должен приводить к остановке соседних;
автономности и гибкости исполнения транспортных, погрузочно-разгрузочных и технологических элементов системы;
связи всех единиц автоматического технологического оборудования в единый производственный комплекс, объединением всех ЭВМ и микропроцессоров в вычислительную сеть промышленного назначения.
Гибкое управление осуществляется на основе неполной начальной информации, которая с целью оптимизации управления дополняется и корректируется в процессе обработки с помощью различных датчиков. При гибком управлении в процессе обработки могут изменяться управляющие воздействия (режимы обработки) и алгоритмы управления (технологические переходы).
Создание ГПС стало возможным благодаря созданию оборудования, работающего на базе современных электрофизических процессов (лазерная, плазменная, ультразвуковая, электронно- и ионно-лучевая, магнетронная, электроэрозионная технологии), применению микропроцессорных систем управления, использованию промышленных роботов, систем автоматического складирования и т. д.
По уровню развитости ГПС (в порядке усложнения) подразделяется на следующие разновидности.
Гибкий производственный моду ль (ГПМ) — единица технологического оборудования, которая обладает способностью самостоятельно (автономно) функционировать, осуществлять многократные циклы и имеет возможность автоматически переналаживаться и встраиваться в системы более высокого уровня.
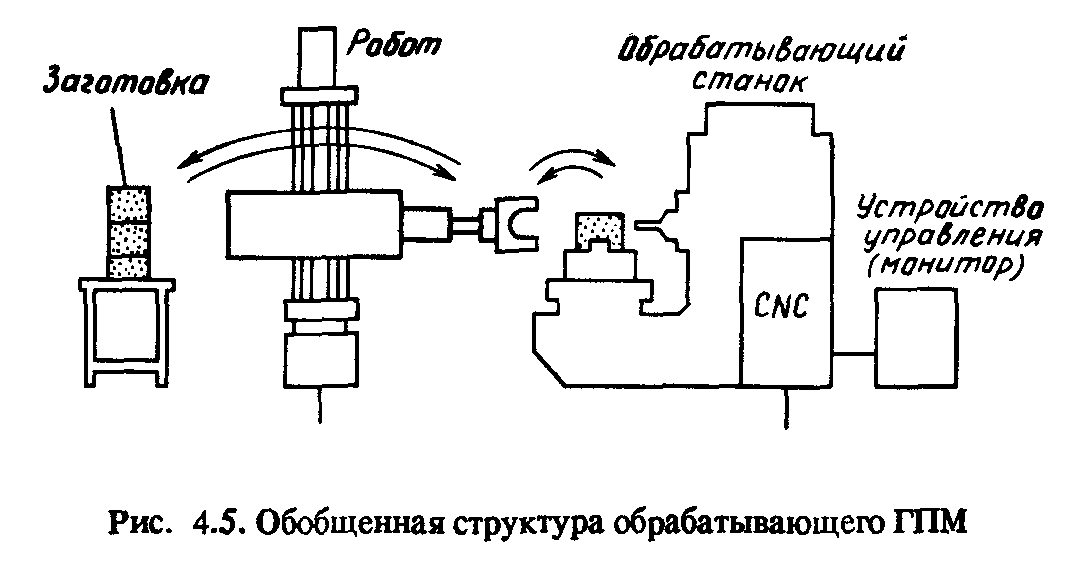
ГПМ (рис. 4.5) состоит из: специализированного технологического оборудования, например станка с ЧПУ; промышленного транспортного робота; устройства управления — командного монитора.
В некоторых ГПМ промышленные роботы выполняют и технологические функции (сборку, сварку, окраску и т. д.). Практически ГПМ являются самостоятельно работающими обрабатывающими центрами — производственными ячейками технологического процесса. Они представляют собой многооперационное оборудование с обширным набором (до 100 и более) разных инструментов. Любой из них в нужный момент извлекается из «магазина» и автоматически устанавливается на рабочую позицию. Каждый модуль рассчитан на выполнение ряда технологических операций, причем переход от одной операции к другой, а также изменение порядка и последовательности операций происходит автоматически.
Промышленный робот, входящий в модуль, выбирает из накопителя нужные заготовки или детали, устанавливает их в станок, запускает его, а затем забирает готовое изделие и помещает его в другой накопитель.
В настоящее время вместо узкоспециализированных роботов делается упор на универсальные модульные наборы: сочетание типовых модулей, обеспечивающих сборку любого специализированного робота с требуемыми степенями подвижности и числом звеньев. Однотипные технологические модули едины по своим компоновочным решениям: имеют одинаковые конструктивные решения операций подачи, перемещения объектов обработки внутри рабочей камеры и их выгрузки, эти модули отличаются лишь конструкцией средств технологического воздействия на обрабатываемый объект.
На рис. 4.6 показана общая структура ГПС, построенной по модульному принципу. Она состоит из центральной ЭВМ, управляющей всем производственным процессом, подсистемы управления транспортным потоком деталей, а также ряда обрабатывающих модулей.
Модульный принцип организации производства позволяет: облегчить программирование роботов; хранить неограниченное количество рабочих программ; упростить переналадку при смене номенклатуры; устранить пооперационное разделение труда (каждый модуль выполняет все многообразие операций, необходимых для изготовления законченного узла изделия).
Гибкая автоматизированная линия (ГАЛ) — гибкая производственная система, состоящая из нескольких взаимно независимых гибких производственных модулей, объединенных автоматизированной системой управления. В ГАЛ технологическое оборудование расположено в принятой последовательности технологических операций.
Основу ГАЛ составляют механообрабатывающие и сборочные модули. Таким образом, весь технологический процесс изготовления изделий состоит из последовательной обработки в нескольких ячейках — модулях ГПС и осуществляется под управлением ЭВМ.
